

溶接にはアーク溶接、スポット溶接、レーザー溶接など様々な工法があります。
その中でもシーム溶接は、金属板を連続的に接合できることから、気密性や強度が求められる製品に多く採用されている溶接方法です。
本記事では、シーム溶接の仕組みやメリット、スポット溶接との違い、活用される製品について解説します。
シーム溶接について知りたい方や、製品に適した溶接方法を検討している方はぜひ参考にしてください。

シーム溶接とは
シーム溶接は、回転する電極ローラーで金属を加圧しながら通電し、連続的に接合する抵抗溶接の一種です。
点で接合するスポット溶接とは異なり、連続した溶接線を形成できるため、ガソリン携行缶やバッテリーケースなど、気密性が必要とされる製品に適しています。
他にも薄板で線状の溶接が必要な製品に使われている溶接方法です。
シーム溶接の仕組み
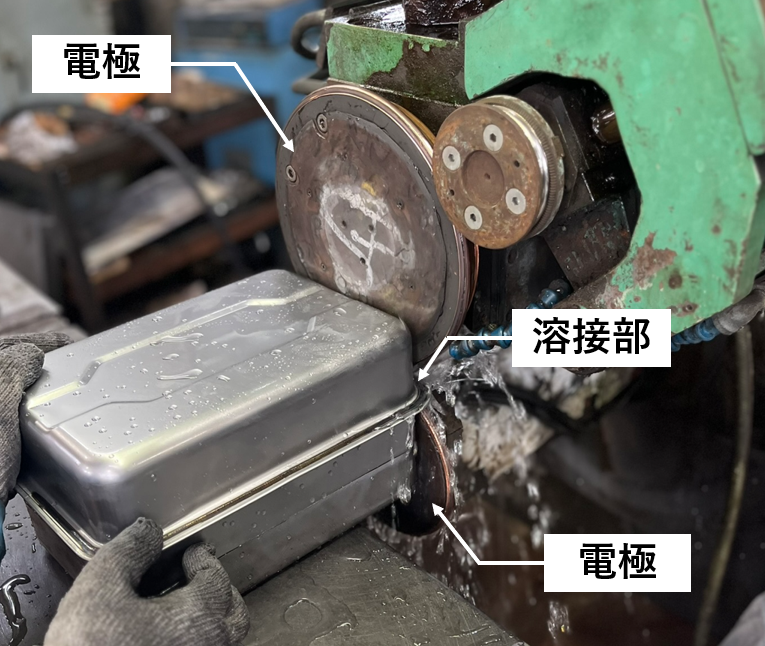
シーム溶接では、重ね合わせた金属板を上下のローラー電極ではさみ、加圧しながら電流を流します。
ローラーを回転させながら連続的に溶接することで、線状の溶接部を形成します。
シーム溶接のメリット
高い気密性
溶接部が連続しているため、液体や気体の漏れを防ぎやすいことが大きな特長です。
密閉性が求められる製品に適しています。
材料同士に多少の隙間があっても溶接できる
材料を加圧しながら溶接するため、板同士を密着させながら接合します。
そのため、材料同士に多少隙間がある場合でも溶接可能です。
外観が均一に仕上がる
線状に溶接するため、溶接ビードが綺麗に仕上がります。

スポット溶接との違い
シーム溶接もスポット溶接も同じ抵抗溶接ですが、
スポット溶接は点で接合するのに対し、シーム溶接は連続した線で接合します。
そのため、気密性や液密性が必要な製品ではシーム溶接が適しています。
| シーム溶接 | 連続した溶接線を形成できるため、気密性が必要な製品に適しています。 |
|---|---|
| スポット溶接 | 点で接合する溶接方法で部品の固定や板金部品の接合などに広く使われます。 |
田巻製作所のシーム溶接
弊社のシーム溶接機は横送りと縦送りの2種類あり、多様な製品に対応可能です。
気密性が必要な製品は気密検査まで実施します。
加工例
・ガソリン携行缶
・廃油タンク
・薪ストーブ
・ベルトコンベア部品
・積雪重量計
etc…
ご相談について
田巻製作所では、試作から量産まで幅広く対応可能です。
プレス加工、シーム溶接、気密検査の一貫生産も承ります。
ガソリン携行缶の製造で培った技術と品質管理体制を活かし、製品づくりを行っております。
お気軽にご相談ください。

